Notre process de fabrication

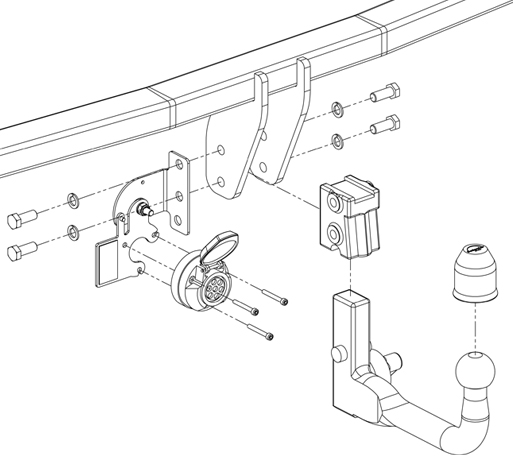
La conception
A chaque véhicule son attelage.
Nos techniciens et ingénieurs bureau d’études assurent une veille permanente du marché afin que chaque nouveau véhicule constructeur puisse être doté d’un attelage Boisnier-GDW dès les premières semaines de leur commercialisation.
Un prototype est réalisé, essayé et validé par nos techniciens en le présentant physiquement sur le véhicule.
Des logiciels de CAO 3D permettent de dessiner les pièces qui seront utilisées lors de la fabrication en série, ainsi que de réaliser les dossiers d’homologation et divers plans de montage.


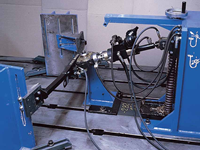
Banc d’essai, homologation
Chaque nouvel attelage subit une série de tests très rigoureux et sévères selon la norme européenne R55/ECE sur nos bancs d’essais.
Une fois les tests de fatigue approuvés, un dossier d’homologation est envoyé à un organisme certificateur Européen (TÜV par exemple) qui nous délivre un numéro d’homologation nous permettant de garantir le suivi et le respect d’un cahier des charges très strict.

La production en série
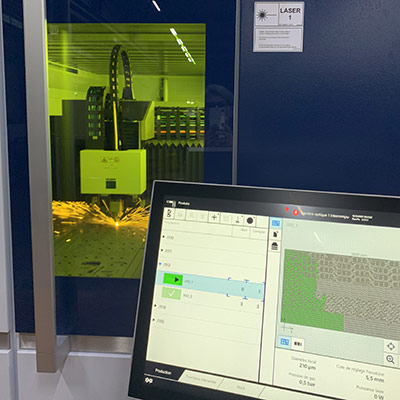
La découpe
Les tôles et tubes sont découpés sur des machines modernes qui permettent de limiter les chutes de ferraille et d’optimiser nos résultats de production.

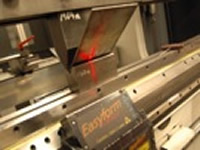
Le pliage
Cette opération délicate est réalisée par des techniciens expérimentés. Leur précision d’exécution nous permet de garantir une facilité d’adaptation aux véhicules.

La soudure
Les pièces découpées et pliées sont placées dans des gabarits afin de réaliser l’opération finale d’assemblage par soudure robotisée ou manuelle (procédé MIG/MAG). La précision du gabarit détermine les tolérances d’exécution qui sont de l’ordre du 10ème.


Le grenaillage / la peinture
L’ensemble de ces opérations sont intégrées sur la même chaîne.
Les attelages et pièces telles que les rotules ou les bras non soudés sont convoyés vers la grenailleuse, afin d’éliminer toutes les impuretés et graisses présentes sur l’acier. Les pièces sont ensuite plongées dans un bain de peinture et passées au four. Ce traitement garantit une finition de laque exceptionnelle et assure une protection maximale contre la rouille et l’usure. Soucieux de notre environnement, nous utilisons une peinture à l’eau ne contenant aucun solvant. Nous évitons ainsi toute pollution.


Le montage et le stockage
L’opération finale de montage consiste à doter l’attelage de sa visserie et apposer une plaquette d’identification normalisée qui comporte la référence, le numéro d’homologation et la date de fabrication permettant d’assurer la traçabilité produit. Le produit fini entre alors en stock.

